
With the severity of the COVID-19 outbreak worldwide, medical personal protective equipment (PPE) has become one of the most sought-after products not only for the frontline workers but also for those who are under threat during travel and work. However, the journey to manufacture PPE has not been without its challenges as different countries have different sets of standards and regulations that a PPE manufacturer needs to follow. For instance, a surgical gown is different from a body coverall, but most PPE manufacturers remain unaware of the differences in standards.
In a proactive role to intervene and bridge the knowledge gap, Intertek has taken the lead to develop capabilities in conducting different tests on PPE products based on different standards. The first step was the launch of the PPE Centres of Excellence (COE) in India and Bangladesh in 2020 along with launches in several other locations worldwide. This initiative by Intertek has played a critical role in assisting its customers as they venture into PPE manufacturing. It has also enabled governments to source quality-compliant PPE items while safeguarding product quality in the market.

Intertek’s PPE COE are capable of performing tests such as Physical Performance Tests, Microbiological Tests, Respirator Tests for Community Masks, Surgical Gowns, Reusable PPE Gowns, and Respirator Masks for Markets including but not limited to USA, EU, India and Bangladesh. While the PPE COE in India is accredited as per ISO 17025 and has undergone approval audits for Bureau of Indian Standards (BIS), the PPE COE in Bangladesh is also accredited as per ISO 17025. Intertek Bangladesh PPE COE is the only full-fledged PPE testing laboratory and the largest facility in the country that meets EU and US requirements as well as domestic requirements for Directorate General of Drug Administration, Bangladesh (DGDA).
Physical Tests for PPE conducted by Intertek’s PPE COE in India and Bangladesh (on USA, EU and Indian Standards)
As there is a ‘no tolerance’ approach for testing of surgical masks, Intertek’s PPE COE perform certain important tests on face masks to ensure that the product is true to standards, such as:
Breathability Test – The test is used to determine the resistance of airflow through the face mask as the surgical face mask is subject to a controlled flow of air. A lower breathing resistance indicates a better comfort level for the user. At Intertek’s PPE COE, the breathability test of masks is done by measuring the differential pressure at inlet and outlet of the sample.
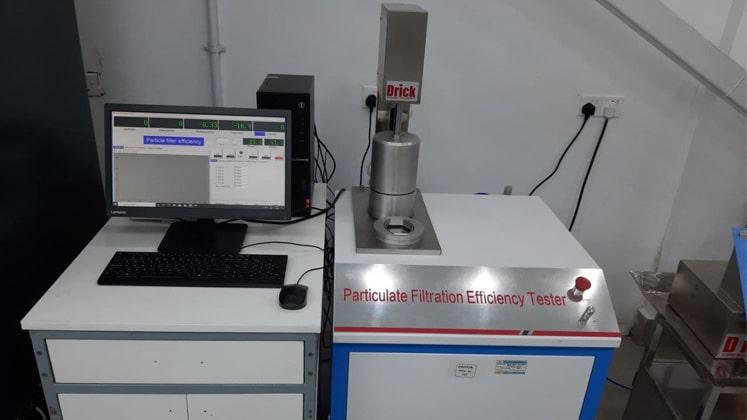
Particle Filtration Efficiency (PFE) Test – PFE test evaluates the nonviable particle retention or filtration efficiency of filter media and other filtration devices at sub-micron levels. This test is performed on face masks and all filter material that allows one cubic foot per minute (CFM) flow to pass through it. Intertek PPE COE performs this critical test to ensure that latex particles of size up to 0.1 Micron do not penetrate the masks.
Blood Splash Resistance Test – All the surgical masks are tested for this as the mask wearer is heavily exposed to the possibility of blood fluid splash. The surgical mask must be able to prevent the penetration of synthetic blood splash through the surface. This is tested at the pressure and speed that is equal to the blood splash from a body. As there are six classifications in blood splash resistance test, the Class 6 is the most stringent and requires to be tested at 20 kPa pressure because at this level, blood will not penetrate the mask and keep the wearer safe from any infection. Other parameters for expose pressure requirements are 14 kPa for Class 5, 7 kPa for Class 4, 3.5 kPa for Class 3, 1.75 kPa for Class 2; and the least effective 0 expose pressure requirement for Class 1.

As far as isolation gowns and body coveralls are concerned, Intertek performs the following tests for better value proposition and safety parameters: Thermal and Evaporative Resistance of the clothing materials; Water-Resistance – Hydrostatic Pressure; Water-Resistance and Impact Resistance; Flex Durability & Flex Resistance; Liquid Resistance; Air Permeability for Gowns; and Puncture Resistance for Gowns.
Micro-Biological Tests for PPE conducted by Intertek’s PPE COE in India and Bangladesh (on USA, EU, and Indian Standards)
In addition to these physical tests, Intertek is also capable of performing microbiological tests for PPE. One of the critical tests is Bacterial Filtration Efficiency (BFE) test because the higher the BFE rate of a mask, the better the protection. It is designed for measuring bacterial filtration efficiency of face masks using Staphylococcus Aureus as the challenge organism. Intertek conducts this test for all the masks to ensure that micron-sized bacteria cannot penetrate the mask surface.

The ASTM F 1670 testing parameter for fabric used in such PPE has been widely adopted. This is simply a synthetic blood penetration test but ASTM F 1671 standard should also be taken into consideration for better value proposition; a test that is not only for Blood Penetration but also for Viral Penetration of blood borne pathogens. Intertek’s PPE COE work well when it comes to deep understanding of the subject matter of different tests. Along with BFE determination and Viral Penetration Test, Intertek’s PPE COE conduct other microbiological tests such as Resistance to Dry and Wet Bacterial Penetration for gowns as well as Microbial Cleanliness of gowns.
Intertek PPE COE Bangladesh Lab can conduct the following tests for Respirator Face Piece in European and USA Standards
Respirator Face Pieces are designed to achieve a closer facial fit than surgical masks and thereby they provide efficient filtration of airborne particles. Hence it is crucial to conduct error-free testing on these respirators and Intertek predominantly conducts the following tests to ensure safety of those wearing such respirators – Total Inward Leakage Test; Breathing Resistance Test; Carbon Dioxide Content of Inhalation Air; Clogging Test; and Penetration of Filter Material of Respirators for Sodium Chloride and Paraffin Oil.
Intertek Bangladesh offers a wide array of capabilities in community mask to support customers, including tests as per ASTM F3502 standard.
What does Intertek offer in terms of certifications and registrations?
On the other hand, for the US market, customers can avail Intertek facilities to get their products registered for 510(k) to help them further register under the Food and Drug Administration (FDA) for the US market. Intertek’s inspection offices across South Asia (India and Bangladesh) have capabilities of inspecting all kinds of PPE products based on various regulatory standards and customised requirements as well as for assisting in Production Inspections, Final Random Inspections, Load Stuffing, etc.

“Our Assurance service experts can help the PPE Supply chain to assess the problems in the design, quality, regulatory compliance in PPE products and also help them rectify these problems with support of the global network of Intertek,” commented Neyamul Hasan, Country Business Line Leader, Softlines, Bangladesh

Intertek Mask Label Program
This year in April, Intertek launched its Mask Label Program, which is a voluntary program for Intertek customers who test their mask products at any of its PPE Centres of Excellence. The Mask Label Program, free of charge for Intertek customers, helps support Intertek customers by communicating the verified quality and performance attributes of mask products through an Intertek mask label, while promoting quality and increasing traceability of their products on the market. While launching the program, Intertek informed that successful applicants obtain a mask label to affix to their mask products, packaging, website or marketing materials, that shows the testing standard or the guidance, and the classification attained (if any). It also features a unique QR code that links to the PPE Centre of Excellence directory housed on Intertek’s public website, to help them promote the visibility of tested performance of their mask products through third-party verification.
Road ahead
As countries continue to grapple with the COVID-19 pandemic and the crisis keeps unfolding, supply shortages are pushing markets to produce or import PPE products. Trends for 2021 show that big markets such as EU and USA remain heavily reliant on global value chain for their procurement needs. According to official data, USA has imported US $ 10.68 billion worth of PPE products during Jan.-May ’21, noting 284 percent surge on Y-o-Y basis. On the other hand, Europe’s PPE imports have already crossed US $ 15 billion in 2021 to date. Apart from these two markets, India and Bangladesh – considering their huge population – will continue to witness high demands for PPE in years to come. Given the severity of the pandemic and its consequences, it is certain that no buyer is going to risk procuring untested products and putting people’s lives at risk. Therefore, a PPE testing and certification lab such as Intertek’s PPE Centres of Excellence – with all its technical expertise in a highly technical product such as PPE – is going to play a mission-critical role in assisting PPE manufacturers in their endeavours to provide a shield to people from around the world.







