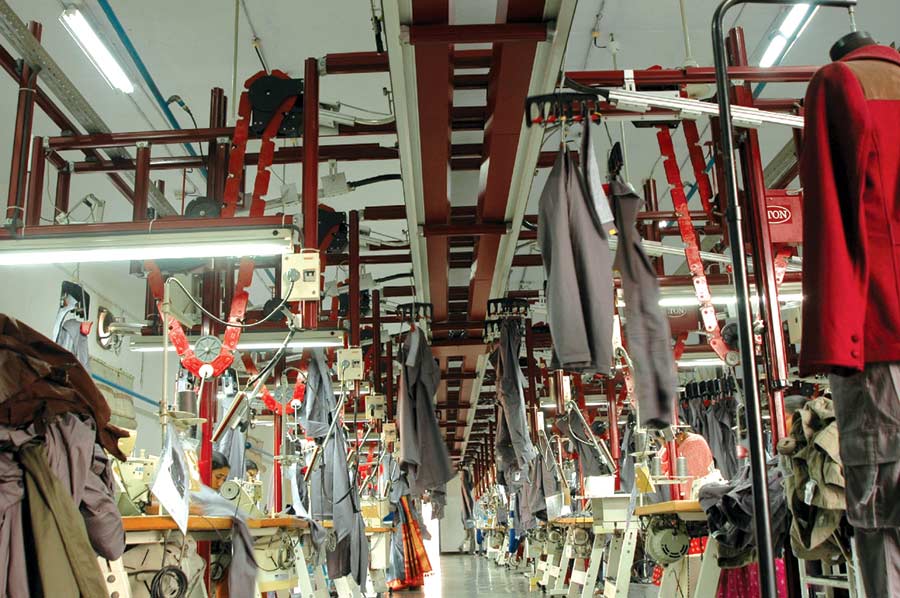
The traditional way of manufacturing garments, the progressive bundle unit system (PBU) is still largely used in Indian companies. However, a few have moved ahead with time by installing a UPS (Unit Production System) in their factories, but again without expected results due to improper utilisation of the same. Patrick Paulse, who wrote about why automated systems in the cutting room fail in India in last month’s issue of StitchWorld, now takes the subject to the next stage by discussing how implementation of a UPS system in the production line, with its operators given the right training can be a success.
The purpose of having a UPS is to move single units from one workstation to another. In some factories, the clamps are loaded with up to 10 units on one chain, and sometimes the chains, though carrying single units are tied together with up to 10 chains, ultimately changing the UPS to a PBU.
The major reason for this is a lack of proper installation and training. In most cases, the MD’s of companies visit fairs and exhibitions where they see new technology. Consequently, upon return, the Production Executive is instructed to install this technology.

A few rounds of discussions result in the installation of a UPS in one line as an experiment. With the installation and training over, the companies suffers its first setback when the person who was trained in the proper utilisation of the UPS leaves the company for a better job at the factory next door. Next, the supervisor who is supposed to run the UPS line also leaves the factory because he is unable to achieve the 15% more units, which the Sales Team had promised the MD of the company.
Prospective savings in the sewing line using UPS system are manifold. Tangible benefits are generated out of saving in handling and sewing time. There are intangible benefits like reduction of WIP, accountability of pieces, etc.
Savings in Handling Time
Bundle Time
When using the traditional PBU without a UPS system, the operator has to do the following:
- Get the bundle from the storage area.
- Untie the parts to be sewn
- Arrange the workplace and claim bundle ticket.
- Retie bundle and put it aside.
However, the UPS system brings the product more or less to the exact position for processing and feeds the operations with single products, unit by unit, with minor manual transportation. Therefore bundle time can be eliminated. There is no need for manual ticket recording because the system can record every product passing through the workstation, by means of a counter. The total saving on the bundle time is 0.35 SAM on a bundle of 10 units.
Positioning Time
The positioning time without UPS includes moving the hand approximately 70 cm to grasp the product and then move approximately 60 cm to position it to the needle. With UPS, a well trained operator moves his left hand approximately 40 cm to catch the product and 40 cm to position to the needle. The total saving on positioning time is 0.21 SAM on a bundle of 10 units.
Disposal Time
The disposal time without UPS includes moving the hand approximately 60 cm to or over a side table to dispose off the product after the sewing operation. With UPS a well-trained operator minimises the disposal by utilising it to position the next product, if the operation can be done while the product is hanging on the clamp. The total savings on disposal time is 0.31 SAM on a bundle of 10 units.
Savings in Sewing Time – Increased Efficiency
Working Method
A more efficient working method will allow an increase in operator performance and efficiency. The chain positions the product closer to needle and holds the product during processing. This eliminates excess motions and develops a better sewing rhythm.
Cross Training
It is easier to cross train, as workplace environment is more consistent. The system encourages the operators to self-line balance, increasing their productivity. Training time can be focused on sewing instead of bundle handling and administration.
Additional Savings in UPS System
Work in Progress – WIP
Besides having an impact on the stitching floor of a factory, the UPS also touches the Work In Progress (WIP) in other departments. They require lesser WIP as a result of a more accurate scheduling and production planning. It also effects the throughput time, which gets reduced drastically. In addition, there is lesser insurance for WIP and it frees up working capital too.
Better Production Control
Less WIP makes just in time/quick response possible. Taking express orders would not be a problem and accurate delivery date prediction will be an added bonus for the manufacturer. Needless to mention, immediate identification of the location of WIP to operator/operation level eliminates searching for production status against the client’s enquiries, cancellations, etc.
Service Personnel
Another saving for a unit that has UPS installed is the minimum need for manual transport. On an average 12 personnel are present per line in the PBU system. However, the estimated requirement for UPS is just 1 with an additional 2 for the preparation area. The total reduction of labourers on the floor is 9.
Encourages Management Control
The management is encouraged to enforce discipline and is more inclined towards decision-making. The UPS system provides production information about machines, quality and balancing in addition to operator information as a basis for making better decisions.
Positive Environment
In terms of factory environment, the technology acts as a motivator for the labour and encourages ‘positive stress’ and reduces fatigue. Besides an attractive workplace, it also becomes an efficient one. The layout can be adapted to the operators’ needs, whether there is a requirement for them to sit or stand. There is higher attendance and less labour turnover.
To summarize the impact of UPS on a floor and a manufacturing unit, the handling analysis itself can lead to saving on SAM, bundle, positioning, disposal and loading times. Therefore, if the UPS is implemented correctly, it will provide an increase in efficiency of at least 15% in productivity.
[tabs_container style=”style2″ maincolor=”#000000″ overcolor=”#dd3333″]
[tab title=”Sewing process in the traditional PBU system”]
 In the PBU system, the operator has to untie the cut components and position them on the machine table; the left hand side sleeves are positioned next to the body (if the space allows) and the right hand side sleeves are positioned on the centre flow table. The operator then picks up the first body and after alignment with the sleeve at the start of the armhole, he places them under the needle.
In the PBU system, the operator has to untie the cut components and position them on the machine table; the left hand side sleeves are positioned next to the body (if the space allows) and the right hand side sleeves are positioned on the centre flow table. The operator then picks up the first body and after alignment with the sleeve at the start of the armhole, he places them under the needle.
Normally the seam length sewn is between 10 and 15cm, as the operator is not trained properly. He finishes the same job (of attaching the sleeve to the body) in 6 bursts due to lack of proper training. This done, the tailor then cuts the thread. Usually the sleeve is set with a single needle lockstitch (buyer request), and the factory does not have enough Under Bed Trimmer (UBT) machines, hence forcing the operator to turn the hand wheel to get the needle out of the fabric, pull the garment to the left hand side, pick up a big scissor, cut the thread and put the scissor down.
The operator then repositions the garment to stitch the opposite sleeve and goes through the process again. With both the sleeves attached, the operator can finally put down the completed piece. The average capacity of an operator who sets the sleeves in a traditional PBU line, with non-UBT machines, is only 40 to 45 pieces per hour.
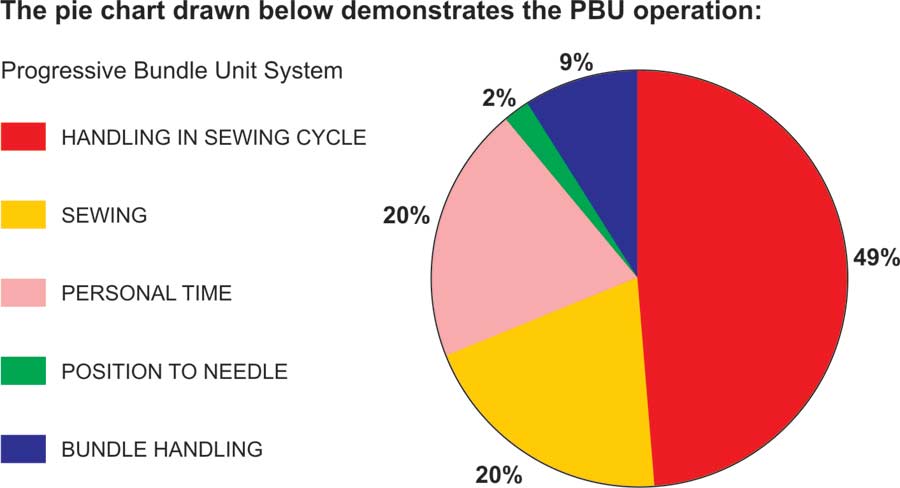
The pie chart demonstrates the break up of PBU operation:[/tab]
[tab title=”Sewing process in the progress UPS system”]
 In comparison to the conventional way of manufacturing, the UPS, if installed correctly and the training on it done properly, gives cost and time saving results besides increasing productivity. Discussing the example of sleeve attachment, the operator first takes the garment from the clamp and then both the sleeves. Next, he puts one sleeve on the machine table, moves to the garment under the foot, aligns the sleeve with the armhole, and starts to sew.
In comparison to the conventional way of manufacturing, the UPS, if installed correctly and the training on it done properly, gives cost and time saving results besides increasing productivity. Discussing the example of sleeve attachment, the operator first takes the garment from the clamp and then both the sleeves. Next, he puts one sleeve on the machine table, moves to the garment under the foot, aligns the sleeve with the armhole, and starts to sew.
The seam length normally sewn is between 25 and 30 centimetres, as the operator is trained properly while implementing the UPS. He finishes the job of attaching the sleeve to the body in 4 bursts. The operator then turns the hand wheel to get the needle out of the fabric, pulls the garment to the left hand side and cuts the thread with the cutter in the hand (method improved while installing the UPS).
After cutting the thread, the operator repositions the garment to get to the opposite sleeve. He repeats the complete stitching process with the same output results and finally releases the garment from the machine as before. The finished garment is inserted back into the clamp at the collar to make the pickup easier for the next operation, which normally is ‘Join Side seams’.
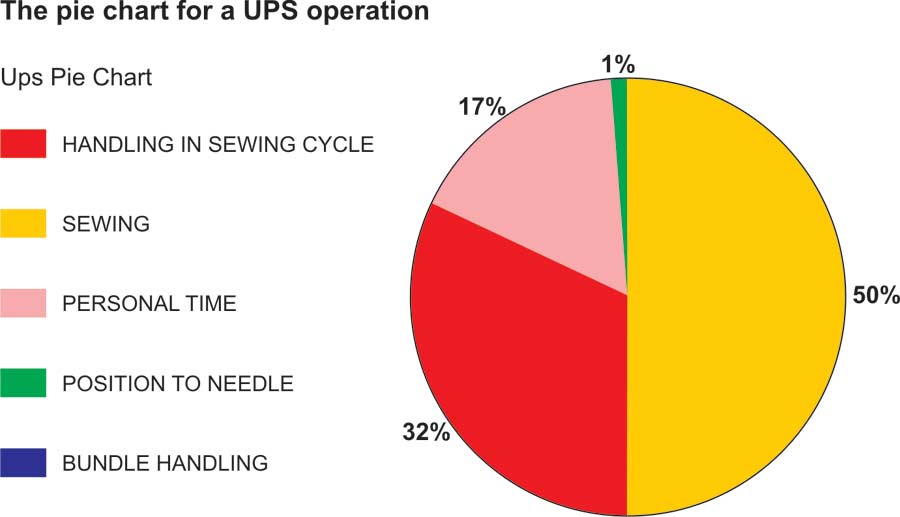
The pie chart for a UPS operation:
[/tab]
[/tabs_container]