
Good quality apparel can be defined by the way it fits and drapes, how it is sewn together, how well it launders and how long it lasts. Fashion sells but only up to a point, and that point varies from consumer to consumer, depending on their fashion consciousness and economic position. Beyond this point, many consumers are searching for value in apparel.
Dr. Pradip V. Mehta, a Fellow of the American Society for Quality (ASQ) has 32 years of quality management experience. He worked for a $ 8.9 bn, multi-national retail and service organisation for 30 years in quality assurance, retiring as the Director of Quality Assurance. In his previous articles for StitchWorld ‘Quality Control, Quality Assurance, Quality Management, Or None of the Above!’ (February 2008) and ‘Improvement in Quality’ (April 2008), he has already discussed the issues of quality in Indian Garment Export Industry. In this third of six articles in the series, he discusses the role and methodology of inspection and testing services in performing quality checks.
Good quality apparel items, from consumers’ point of view, are those which are free from defects such as stains, fabric defects, open seams, untrimmed threads, misaligned buttons and button holes, besides shade difference from panel to panel and satisfactory performance in normal use, i.e. they neither shrink or fall apart in laundering or dry cleaning, nor do they fade or lose color, besides fitting the labeled size. They are fashionable too and have pleasing aesthetics.

Structural integrity includes integrity of fibre and fabric, as well as other elements such as sewing thread, buttons, zippers, etc. that constitute a garment. Structural integrity requires construction techniques that are consistent with production specifications, as well as the use of appropriate and unflawed materials. Originating from structural integrity is aesthetic presence that subsequently compels the garment to a powerful appeal.
Scheller and Kunz [1998] reported that perception of value in apparel depends on an item’s structural integrity, aesthetic appeal and power of presence.
Structural integrity can be assured by making sure that only quality raw materials are used along with quality workmanship. Aesthetic presence is assured through selection of fabric and quality workmanship. Poor quality fabrics and/or workmanship results in not only poor structural integrity but also in poor aesthetics.
[bleft]To get a quality product better raw material and good workmanship is needed. Structural integrity, aesthetic appeal and power of presence raise apparel value[/bleft]
Cotton, Inc. did a survey of customer complaints in four industries – apparel industry, food industry, beauty care industry and automotive industry in 2002 [Cotton, Inc., 2003] – and found that the apparel industry had the highest percentage of customer complaints about quality. The primary quality concern of disgruntled apparel shoppers was the sewing and manufacturing of garments, which brings us back to structural integrity.
Quality of apparel production can be assured not only through using quality raw materials, but also ensuring quality of the manufacturing processes. Inspection and testing are two methodologies available to verify quality of raw materials, partially finished or assembled items as well as finished items, also called the end items.
Please keep in mind that quality cannot be inspected or tested into products or processes. Quality must be designed and built into products through manufacturing processes.
 INSPECTION
INSPECTION
Both, the American Society for Quality [ASQ, 2005] and the International Organisation for Standardisation [ISO 9000-2000], define inspection as “Conformity evaluation by observation and judgment, accompanied as appropriate by measurement, testing, or gauging.”
Inspection, in reference to quality management in the apparel industry, can be defined as the visual examination or review of raw materials (such as fabric, buttons, zippers, sewing threads, trims, etc.), partially finished components of the garments and completely finished garments in relation to some standards, specifications, or requirements, as well as measuring the garments to check if they meet the required measurements. The term “requirements” sometimes is used broadly to include standards of good workmanship.
The principle involved in inspection is the early detection of defects; feedback of this information to appropriate people; and determination of the cause, ultimately resulting in the correction of the problem. The main objective of inspection is the detection of defects and nonconformance as early as possible in the manufacturing process so that time and money are not wasted later on in either correcting the defect or writing off defective garments. For inspection to be effective, the entire inspection loop, as shown in Figure I, must be completed. Inspection is also used for sorting good from bad. Inspection results provide information about quality level of merchandise being produced or shipped. Inspection also helps to collect information which can be used for improvement through corrective and preventive actions.
 How Much to Inspect?
How Much to Inspect?
The purpose of inspection is to make a sound judgment on the disposition of a material or product, whether to accept or reject it. What is done with a rejected lot may be a matter of negotiation between a buyer and seller; it may be passed on by a review board or committee or it may be inspected 100% or screened (100% inspection of a rejected lot is also called ‘screening’), but the immediate decision is that the lot is not acceptable. However, before an accept/reject or pass/fail decision can be made, a fundamental question must be answered: How much should be inspected? Should it be the entire shipment or lot, or only a part of it? If so, then how big or small a part? How many pieces out of a shipment should be inspected? The following alternatives will help answer these fundamental questions.
[bleft]
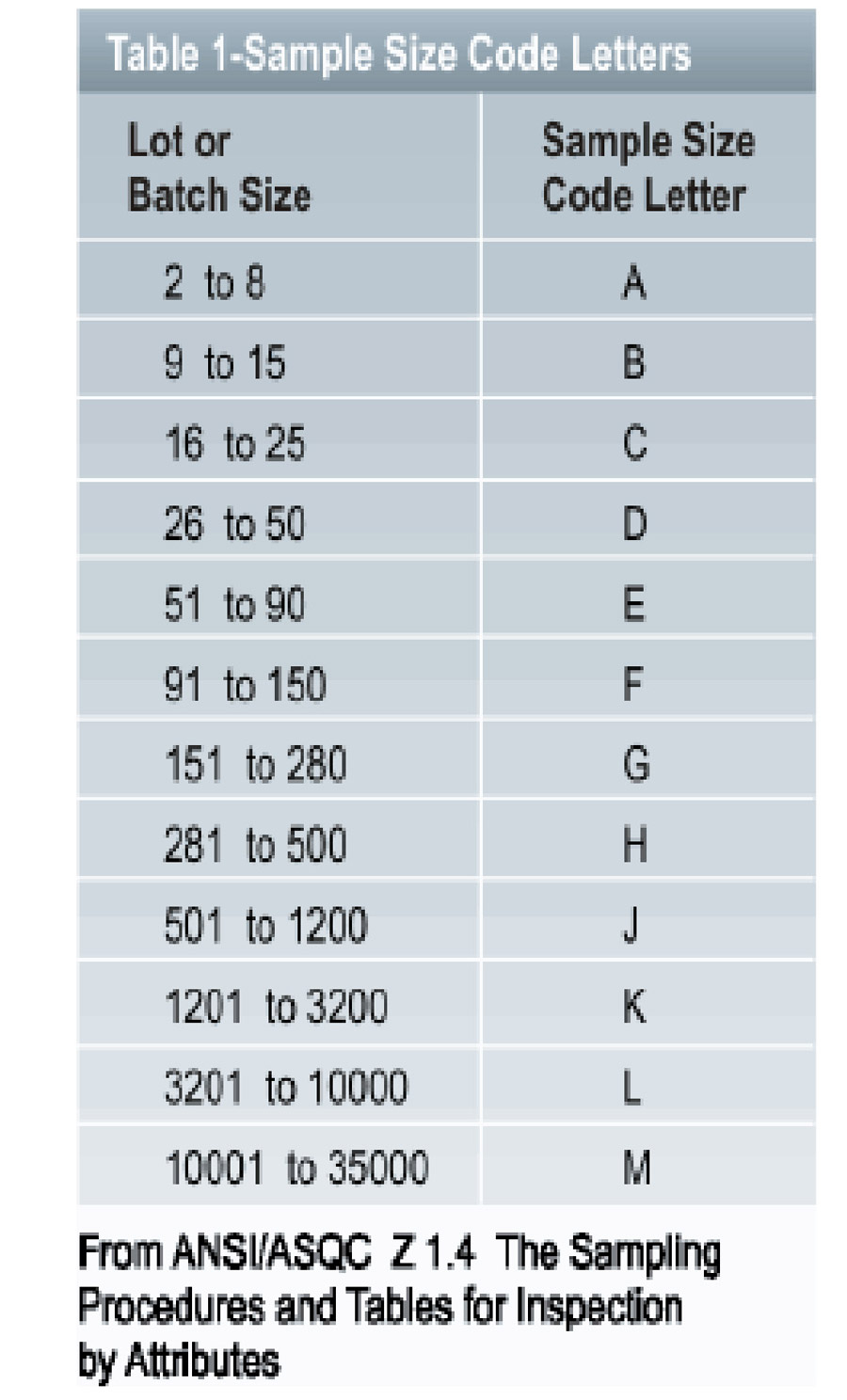
Example 1. Assume a lot or batch size of 600 garments and an AQL of 4.0%. Let us find, step by step, a sampling plan for this lot.
1. Look under the lot or batch size column in Table 1, and find the entry that corresponds to a quantity of 600. This will be the line where the lot or batch size is 501 to 1200. Go across this line to sample size code letter column. There is a letter “J” there.
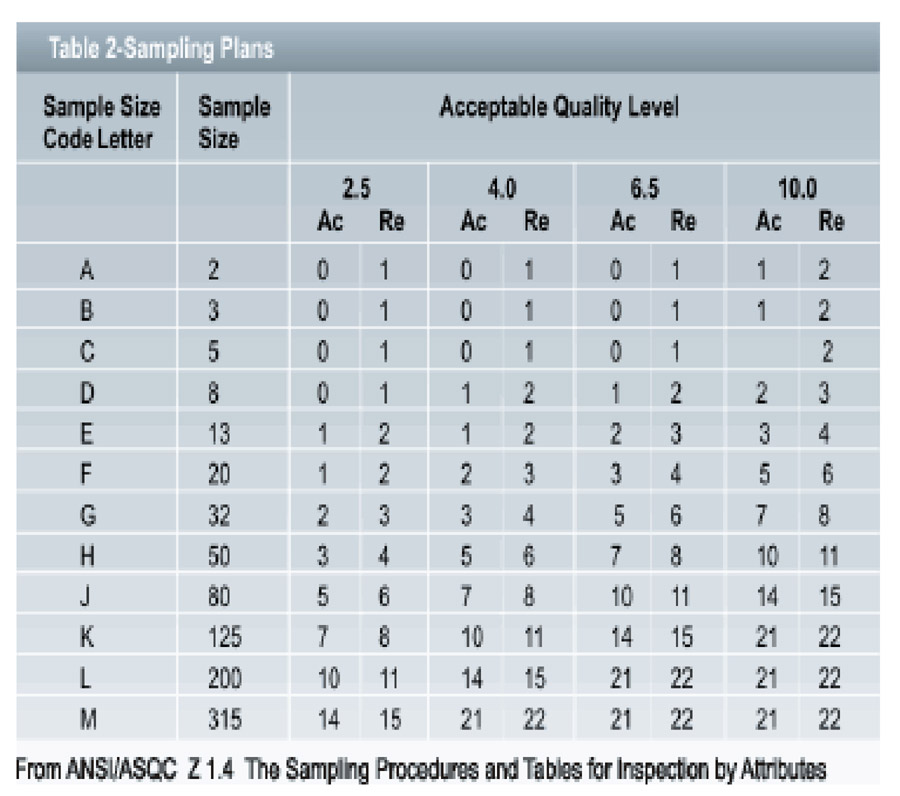
2. In Table 2, look under the sample size code letter column and find the letter “J”. Go across the “J” row and into the sample size column. It indicates the sample size of 80 garments. Then continue across the “J” row until you meet the 4.0 AQL column. Here there are two numbers, 7 and 8, with Ac and Re on top of them in the second top row. This means that if the number of defective garments is 7 or less out of the sample of 80 garments, you should accept the lot of 600 garments. If the number of defective garments is 8 or more out of 80 garments, then you should reject the lot of 600 garments. [/bleft]
No Inspection
One option is to perform no inspection. If no inspection is done, little or nothing is known about a material. In case the material is defective, no one knows until one wakes up when the material is in critical demand. This situation increases the cost. If the defective material is detected before it is put in process, the needless waste of labour, machine time, and rework, etc. can be avoided.
No inspection also means that next to nothing is known about a product and no one is aware of any defect until that particular product is in the hands of the customer. Then the customer may return it for a refund or may decide never to buy that product again. Either way, cost is increased and there is a loss of goodwill, which in the long run, is invaluable. This loss of goodwill will result in the loss of repeat business. If the defective product had been detected before it reached a customer, such a loss could have been avoided. Needless, to say, this option is not practical.
100% Inspection
This is the other extreme of no inspection. 100% inspection is the inspection of every unit of a product. The accept/reject decision is not made for the entire lot or shipment, but for each unit individually, based on the results of inspecting a unit for the quality characteristic concerned. The obvious advantage of 100% inspection is that it gives a better idea of product quality than any other inspection alternative. However, generally, 100% inspection does not guarantee detection of all defects, especially when the inspection is done by human inspectors: 100% inspection is usually not 100% effective. The direct cost of this type of inspection will generally be higher than that of any other inspection alternative. Therefore, this is also not a practical option.
Spot-Checking
Spot-checking means inspecting a few pieces as and when there is time or as and when management thinks something needs to be inspected. The process involves inspecting random shipments or production. This option is an attempt at a compromise between having no inspection and 100% inspection. This procedure, of course, stops some defective material from entering production or some defective products from reaching customers, but it is only partially effective since many shipments are accepted without inspection. Therefore, this is also not a practical option.
Arbitrary Sampling
Under this option, a certain percentage of a shipment or production is inspected and an accept/reject or pass/fail decision is made based on the inspection results. The most popular or widely used plan under this alternative is called “10% sampling”. This means that regardless of the size of a shipment or production, 10% of that shipment is inspected and the results are used as the basis for a decision regarding the entire shipment. Although this option is better than the previous three options, it still has some drawbacks. For some shipments or lots, 10% is too small a sample to be represented, whereas for some other shipments or lots, it may be too large. Also, as with any sampling, certain risks (chances) of making a wrong decision exists. Such wrong decisions can be to accept a shipment or lot when it should be rejected and to reject the same when it should be accepted. The net result can be very expensive! Too often, the users of arbitrary sampling have little or no idea of the risks inherent in the procedure; but at least, they will have some idea about product or material quality. However, there is a better way to gather such information, and that is statistical sampling.
 Statistical Sampling
Statistical Sampling
This inspection option also provides a compromise between 100% inspection and no inspection at all. Still it has certain distinct advantages. Large shipments or lots are not over inspected, small shipments or lots are not under inspected, and most important, the risks of making a wrong decision (such as accepting a defective lot or rejecting a good lot) are known and controllable. This is usually the most practical and economical means for determining product quality. Statistical sampling has the advantage of flexibility with regard to the amount of inspection to be performed at any given time, depending on the importance of the product and apparent product quality.

Although statistical sampling is generally superior to the previous four options that are used without reference to the laws of probability, whenever a portion of a shipment or lot submitted for inspection is defective, some defective pieces are likely to be accepted or passed by statistical sampling plan. Under a statistical sampling procedure, there are several sampling plans available.
To select a sampling plan, one must know the lot size (the number of units of a product in a lot) and then decide on the average percentage of defect one is willing to accept in the shipment, i.e. AQL. Then, the number of samples to be selected for inspection from a given lot or shipment can be determined. Tables 1 and 2 explain in the following examples.
Table 1 Sample Size Code Letter gives various lot or batch sizes and various codes; Table 2 Sampling Plans shows how many samples to select for inspection based on the code chosen from Table 1, which in turn depends on the lot or batch size. Table 2 also indicates when to accept or reject a lot or batch based on the number of samples rejected and the AQL selected.
Statistical sampling is equally applicable to incoming inspections of shipments of raw materials or partially finished products, products at various stages of manufacture, and finished products as well as outgoing shipments.
Standard Inspection Procedures
Standard inspection procedures (SIPs) should be developed for incoming, in-process and final inspection. Each SIP should describe various defects, what is acceptable and not acceptable, either in words and/or with sketches and/or photographs, and outline step by step procedure to perform inspection. SIPs help inspectors to inspect each item the same way. Such consistency in inspection work is necessary for the accuracy and validity of the inspection results.
TESTING
Testing is defined as “a means of determining the ability of an item to meet specified requirements by subjecting the item to a set of physical, chemical, environmental, or operating actions and conditions” [ASQ, 2005]. Testing also means “determination of one or more characteristics according to procedure” [ISO 9000-2000].
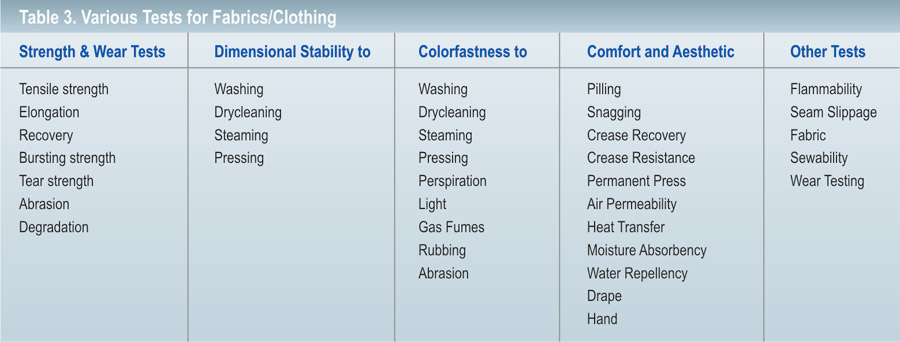
Various tests are summarised in the Table 3 as follows:
Whether testing is done in-house, or by an outside laboratory, is immaterial so long as it is done properly. Testing in itself will not be of any help, but the interpretation of the numbers generated (test results) will help identify problem areas. For effective testing, three things are necessary:
a. Standard test methods,
b. Performance standards, and
c. Atmospheric conditions under which testing is conducted

Standard Test Methods
Standard test methods are necessary so that regardless of who conducts the tests, they are carried out in the same fashion so that the results can be compared. If everyone does testing according to what he/she feels are appropriate test methods, then everyone will come up with different results. Then the question that crops up will be whose test results should be acceptable? Originally, the standard test methods were developed by the American Society for Testing and Materials (ASTM) and the American Association of Textile Chemists and Colorists (AATCC). The test methods developed by the two organisations are recognised and used extensively worldwide.
Some of the other standard test methods available are from the International Organisation for Standardisation (ISO), and various national standards bodies such as Bureau of Indian Standards, Standards Canada, Standards Australia, British Standards Institute (BSI), etc. Some of the large buying houses and retailers also tend to have their own test methods. It is important to mention in the test report which test method is used to obtain the results being reported.
A specification is an explicit set of requirements to be satisfied by a material, product, system, or service. A practice is a set of instructions for performing one or more specific operations that does not produce a test result. A guide is an organised collection of information or series of options that does not recommend a specific course of action.
One of the major limitations of various test methods in predicting the performance of clothing and textiles is that a test method is used for evaluating a single characteristic at a time, while in real life various conditions and forces are acting on an item simultaneously.
Just as in inspection, a question comes up in testing also, which is how many samples to test? Usually at least three to five tests (observations) of whatever property is under consideration are completed, and the average of those tests is considered the representative value of that property. As a general thumb rule, these three or five tests come from a sample of three garments. If it is not practical or possible to have three garments available for testing, only one is tested.
Performance Standards
When it comes to performance standards or specifications, although it is up to the buyer and seller to mutually arrive at the specifications for various properties of an end item (garment) under consideration, however, the fabric performance specifications, as per properties for various end items, have been developed by the ASTM (American Society for Testing and Materials) Committee D-13.56 on Performance Standards for Textile Fabrics. These specifications also cite the test procedures to be used in testing those items.
Some large buying houses, retailers, and government agencies have their own standards for various clothing items, and also the test methods to be used are indicated by them. Whenever such clear-cut guidelines are not available, the interpretation of test results could be based on comparative data or past experience, and sometimes it is a matter of intuitive judgment. In spite of all the standard test methods and available test data, the interpretation of test results is not exactly a science, and sometimes a quality decision, though backed by numbers, is a gut decision.
The interpretation of test results must be done with real care and that is where ‘expertise’, i.e. technical knowledge, combined with experience, comes into play. For example, colour will rub off (crocking) from classical denim, twill cotton fabric, dyed with indigo, because of the nature of the dyeing process in which a certain amount of dye is oxidised on the surface of the fabric. Most denims would therefore fail both wet and dry rubbing (crocking) tests before washing. Is this the appropriate parameter for rejecting denim jeans? Of course not, because to do so would be to ask for the impossible, and deprive consumers of something that is very popular.
Atmospheric Conditions For Testing
Most textile fibres are hygroscopic, that is, they have the ability to absorb or give up moisture. This moisture is picked up or absorbed by hygroscopic material from the atmosphere if the relative amount of moisture in the air is greater than that in the material. Conversely, the moisture will be given up by the material if the relative amount of moisture in the air is less than that in the material.
Under natural conditions, the amount of moisture in the air is continually changing. This results in varying the amount of moisture contained by a hygroscopic material exposed to the atmosphere, which will result in a change in the physical properties of this material. For example, cotton absorbs moisture rapidly when exposed to high humidity, and as a result, weight and strength of cotton increase and other properties change. Cellulose-base manmade fibres generally show reductions in strength with corresponding increases in elongation as their moisture contents are increased. Wool fibres show a slight decrease in strength with an increase in moisture content. Practically speaking, all textile materials show increased pliability and reduced influence of static electricity with an increase in moisture content.
Therefore, in order that reliable comparisons be made among different textile materials and products, and among different laboratories, it is necessary to standardise the humidity and temperature conditions to which the textile material or product is subjected prior to and during testing. Such conditions are 65 + 2% relative humidity and 21 + 10C (70 + 20F).
The test samples (fabrics or garments) should be left in a conditioning room with the above atmospheric condition for at least 4 hours to reach equilibrium with the standard relative humidity (RH) and temperature. Then, they should be tested under the same atmospheric conditions. If the testing is not done at standard atmospheric conditions, then this should be clearly stated in the test report, and the relative humidity and temperature at which the testing was done should be mentioned. ASTM D 1776 Standard Practice for Conditioning Textiles for Testing, Annual Book of ASTM Standards, Volume 07.01 covers how to condition specimens for testing.
In- House Testing Vs. Outsourcing of Testing
Every clothing and textile manufacturer faces a question whether to have in-house testing facility or outsource testing. Below are some factors to be considered in the decision making process.
Factors to consider your own or in-house testing are:
a. Initial investment in testing facility to include laboratory space and test equipment.
b. Recruitment and retention of qualified staff for testing.
c. Ongoing investment in training of the inspection and laboratory staff and calibration, maintenance as well as updating of test equipment to make sure you are keeping up with your suppliers and new developments. Personnel issues such as yearly performance reviews and pay raises, personality conflicts, etc. associated with having your own employees.
d. Assuring that the test results are accurate.
Advantages of having your own testing are flexibility and quick response, consistency of performing testing as well as confidence in your own results. Having your own testing also conveys a level of expertise in quality management to your customers.
Factors to consider outsourcing testing are:
a. Capability and reputation of the test agency.
b. Accuracy and reliability of the test results.
c. Their ability to respond quickly and with flexibility.
d. Overall cost of their services.
Of the advantages of outsourcing, the biggest is the available expertise of the test agency, both in terms of personnel and variety of test equipment available. The others could be not having to deal with personnel issues and independent (third party) results of testing. International Testing Agencies such as SGS, STR, TUV, Bureau Veritas, and Intertek have been rapidly gaining popularity with buyers and manufaturers alike to cater to their testing needs. These labs provide testing and quality assurance services to manufacturers, distributors, and retailers through their strategically located outlets worldwide in order to support clients’ regional manufacturing sites.
These agencies also offer services in social audits, inspections, training services, and certification services to their clients. Increasingly, buyers are worldwide opting to outsourcing the services from them.





